台达式机器人可以完成一些非常出色的包装任务,尤其是在初级包装的装盒方面。合同包装商CCB Packaging 的最新安装就是一个很好的例证,那里有不少于 12 个机器人单元紧凑地排列在一起。由 Blueprint Automation 公司设计和提供的 2 号线使这家位于美国内华达州 Hiawatha 的联合包装商能够以 150 件/分钟的速度将零食袋或早餐棒等产品装入不同尺寸的顶部装载纸盒。ABB 机器人不仅可以生产多种口味的包装或单一口味的纸箱,还可以将不同的产品(如四种谷物棒、两种燕麦包和一些水果零食)装入一个纸箱。
对于一家客户要求包装形式五花八门的合同包装商来说,新生产线的多功能性正中下怀。新生产线的主要部件包括 Kliklok Woodman 包装机械公司生产的纸箱架设和封箱机,以及康耐视公司生产的一系列视觉系统。尽管这些都令人印象深刻,但在这套设备中,最重要的是 12 个向 12 个机器人输送主包装的送料系统。它们同样来自 Blueprint Automation。这些送料机于 2014 年 8 月安装,当时还处于测试阶段,它们从散装周转箱中取出初级包装,并将其排列成整齐的行列,这样机器人上的真空拾取杯就能将包装拾取并放入沿 Kliklok Woodman Vari-Pitch 输送机连续移动的纸箱中。
"CCB副总裁弗兰克-科蒂(Frank Cotty)说:"这是我们与Blueprint合作开发了近两年半的全新喂料机技术。"如果小袋都挤在一起,机器人就无法进行干净的拣选。我们需要分离主要包装。这正是这些自动喂料机所能提供的。
Blueprint公司和CCB公司将彼此视为自动化/集成合作伙伴,而不是供应商和买方,这一事实当然有助于圆满完成该项目。此外,他们还拥有良好的合作记录,因为这是他们合作的第三个大型项目。
机器人的上游
由机器人装载的纸箱在 Kliklok Woodman 生产的 Genesis 顶部装载锁式纸箱成型机上自动竖起。CCB 在这条生产线上运行多种尺寸的纸箱,从小型零售纸箱到大型俱乐部产品,因此该机器具有快速更换进料杆组件和快速释放柱塞管安装装置,无需使用工具即可快速更换纸箱尺寸。Genesis 具有两个纸箱设置站,但在我们参观的当天,正在生产一个 18 支装的大纸箱,因此只有一个纸箱设置工具适用。
Genesis 的另一个显著特点是,它采用真空脱模,以加强对纸箱竖立的控制。科蒂解释说。
"带真空吸盘的工具不会直接将纸箱从成型块上卸下,而是将其引导到传送带上。增加的控制措施有助于以更高的速度运行。
竖起的纸箱被释放到传送带上,经过康耐视 DataMan 300/360 系列固定安装式条形码阅读器。"Cotty 说:"它读取每个纸箱上的条形码,以确认我们正在运行的产品是否有正确的纸箱。"这只是为了以防万一,万一纸箱转换器出了问题,混入了错误的纸箱。它还能捕捉到到达零售商时可能无法读取的条形码。
Cotty 说他喜欢康耐视读码器提供的自动调整功能,这是一种智能调整功能,可自动为集成照明、自动对焦和成像器选择适合各种应用的最佳设置。这种自动调整过程可确保条形码阅读器的设置尽可能达到最高读取率。
纸箱竖立机和第一台机器人之间的平台式输送机可在需要时提供一定程度的积放。它将打开盖子的纸箱送到拖拉机索引送料器,该送料器将纸箱分隔开来,以便将纸箱顺利送入 Vari-Pitch 输送机,使纸箱通过 12 个机器人。据 Cotty 描述,Vari-Pitch 输送机是由 Kliklok Woodman 设计的一个定制组件,世界上任何其他纸箱装载设备上都找不到它,至少目前还没有。
"Cotty 说:"他们从 Vari-Straight 纸箱封箱设备中提取了弹出式吊耳的概念,并将其应用到我们的纸箱输送机中。"配方管理系统规定了特定生产流程中纸箱的长度。根据纸箱的长度,输送机会自动选择弹出哪个吊耳。因此,它为我们带来了自动间距变化,使我们能够以线性速度运行各种尺寸的纸箱,完全符合机器人的拾取和放置能力。
"我们是一家联合包装商,有许多不同的客户和产品,因此灵活性是关键。新生产线提供了运行各种纸箱尺寸和产品的多功能性,以及快速转换。我们的包装速度高达 150 箱/分钟,从零售尺寸的纸箱到更大的各种包装。
送料系统
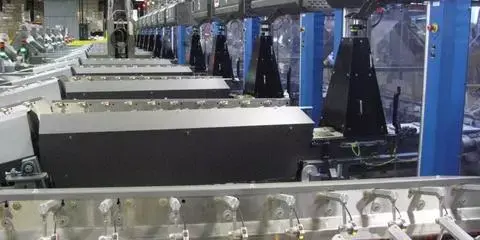
12 套 Blueprint Automation 供料系统以 90 度角向机器人生产线供料。每套系统的操作方式完全相同,每个系统都有 180 个白色旋转辊,安装在不锈钢机柜中,其中左侧 90 个,右侧 90 个。正是这些辊子将小袋向前推进,并将它们彼此分开,以便三角型机器人上的真空吸盘能干净利落地拾取小袋。
小袋通过斗式提升机到达送料系统,斗式提升机将小袋从地面料斗提升到分流装置,分流装置根据送料系统左侧或右侧是否需要小袋而向左或向右转动。两侧的分流装置完全相同,操作方式也一样,但在这里我们只关注左侧。第一部分由 30 个辊子组成,每个辊子约 12 英寸长。辊子每六个为一组,所有六个辊子的旋转都由一个步进电机/驱动器组合提供动力,该组合有自己的控制器。每组六个滚筒中还集成了一个 Keyence 传感器,用于检测小袋相对于周围小袋的位置。这些位置信息被传送到六辊集群的中央处理器,然后中央处理器会根据周围小袋的位置来决定是加快还是减慢六辊的速度。正是这种相互同步的六辊集群速度调制将小袋间隔开来。
接下来,小袋落到第二段白色辊子上,这些辊子的直径大致相同,但长度比第一段的辊子短 4 英寸左右。这些滚筒的右端比左端略高一些,这样就能把大部分小袋留在滚筒上,使小袋向前推进。但是,由于没有足够的空间容纳所有的小袋,所以从辊筒右侧边缘滑落的小袋会落到多能公司提供的地面回程输送机上,通过斗式提升机重新回到喂料机系统的起点。
喂料系统左侧的第二段共有 60 个辊筒,每组六个辊筒都有自己的 Keyence 传感器、控制器和步进电机/驱动器组合。由于每个辊组都能与周围的辊组进行通信,因此每个控制器都知道,如果加快其六个辊子的速度或减慢其速度,是否能更好地实现小袋流单一化的总体目标。
Blueprint Automation 公司首席执行官马丁-普拉克肯(Martin Prakken)认为,喂料机系统是蜂群智能的一个范例:单个代理的集体行为,就像一大群鸟中的小鸟一样,它们以这样一种方式相互影响,即出现同步的群体行为,单个代理看起来就像一个单一的代理。
"普拉克肯说:"由六个滚筒组成的每个集群都有自己的专有算法,每个集群都会与紧随其后的其他集群进行交流。他说,与包括建行在内的 Blueprint 客户过去使用的系统相比,这种新的进料系统是一个重大飞跃。在以前的应用中,六辊组不是由步进电机驱动,而是由伺服电机驱动,伺服电机的驱动装置在主控制柜中。送料系统的控制器必须与伺服驱动器通信,然后驱动器必须与伺服电机通信。"Prakken 说:"有了这种新的步进/驱动器组合方式,再加上每组六个滚筒中都内置了智能装置,数据流的效率和速度都大大提高。
Blueprint 送料系统的最终结果是,在很短的时间内,原来散装箱中的大量小袋就变成了有序的单个小袋流,这些小袋从最后一组辊子掉落到平整的分拣带上。同样来自康耐视的视觉系统可以识别传送带上每个小袋的精确位置,并与紧随其后的三角洲型机器人共享这些坐标。接下来会发生什么,主要取决于输入配方管理系统的内容。
"12 个机器人单元各自独立,"Cotty 说。"它可以为每个经过的纸箱供料,也可以只为每隔一个纸箱或每隔第三个纸箱或我们选择的任何纸箱放置小袋。
归根结底,只要是可以拾取的东西都是公平的。每个单元都有三个真空阀系统,因此根据选择的工具,每个机器人一次最多可以拾取三个物品。小袋可以一次性放入纸箱,也可以先放入一个小袋,然后稍微移动末端执行器,将另一个小袋放到更有利的位置。有时,这在高数量的纸箱中很有用,可以使所有纸箱整齐地装入。
关于进料系统还有两点说明。如果到达拾取带的小袋太多,机器人无法处理,那么未被拾取的小袋就会从拾取带上掉落到多纳输送机上,多纳输送机与返回输送机相连,返回进料斗式提升机。此外,如果康耐视视觉系统看到一个小于所选参数的小袋,或者看到一个被压扁或形状不规则的小袋,使其无法拾取,它就会告诉机器人不要拾取该小袋,而是让其从拾取带上掉落到返回传送带上。Dorner 输送机具有旋转功能,可自动将有问题的包装袋转移到剔除仓。
两次检重
从 ABB 12 号机器人出来后,装满的纸箱转一圈,然后经过梅特勒-托利多检重秤。"我们对纸箱进行两次检重,"Cotty 说,"第一次是在纸箱仍打开的情况下,第二次是在纸箱关闭后。当纸箱打开时,小袋仍有可能在到达纸箱闭合器之前掉落。在纸箱关闭后进行检重是确保每个纸箱中小袋数量正确的另一种方法"。
Cotty 提到的闭箱机是 Kliklok Woodman 公司的 Vari-Straight。
"Cotty 说:"我们在其他生产线上拥有他们制造的首批产品之一。"这是 Vari-Straight 的最新版本,因此配备了 Allen-Bradley 伺服控制器。它的额定速度高达 150 箱/分钟,可以处理我们生产的所有纸箱尺寸。Allen-Bradley 控制系统由罗克韦尔自动化公司提供。
与 Vari-Straight 合箱机相集成的是 Robatech 热熔胶涂胶系统。Cotty 说:"我们发现它对胶水的控制非常好,不会出现很多串胶现象。""它的效果非常好。"
接下来是可变信息喷墨编码,由 Domino 系统完成。"科蒂说:"多米诺是我们工厂纸箱印刷的合作伙伴。
在第二台梅特勒-托利多金属检测机之后,纸箱进入 Combi Packaging Systems 公司的 EZ Pack 装箱站。它能自动竖起纸箱,并将纸箱推进到一个操作员能快速、高效地手工装载纸箱的工位。然后,纸箱被推入自动封顶站,顶部被粘合。Cotty 说,全自动纸箱包装系统从来都不是一个真正的选择,因为像这样的联合包装操作所涉及的更换次数会使更换部件工具的成本过高。
包装箱编码是通过 Squid Ink 喷墨系统完成的。与用于纸箱打码的上游 Domino 系统一样,每次更换时,配方管理系统都会告诉纸箱打码机打印哪些信息。
接下来是使用 Fanuc 系统进行机器人码垛。"Cotty 说:"我们在 2007 年安装了 Fanuc 码垛机,因为我们知道还需要在码垛机上安装第二条生产线。"我们还将其设计为可以拣选瓦楞纸板或纤维板滑板。同样,得益于我们的配方管理系统,机器人知道需要哪种纸板。此外,如果我们使用瓦楞纸板,我们会在每张瓦楞纸板上涂上脱模胶,因为它们没有那么多粘性,第一层纸箱容易滑动。
新生产线的一项改进是生产线末端的纸箱处理。在为码垛机供料的旧生产线上,连续驱动的辊子输送机将纸箱送入将纸箱送入分拣站的分拣机构。这样就会产生背压,进而影响分拣机构的动作。在新生产线上,Hytrol 辊子输送机的运动受 PLC 控制,从而消除了背压问题。此外,还安装了一条 Hytrol 辊式输送机支线,如果需要进行某种特殊的包装,可以将箱子从这条支线上转移下来。Cotty 说,当你是联合包装商时,拥有这样的选择再次派上了大用场。
Cotty 补充说,Fanuc 机器人自 2007 年投入使用以来一直运行良好。他补充说,最近的一个变化是在末端执行器上更换了真空管道。现在取而代之的是一种名为 "鱿鱼"(The Squid)的东西,它是 Vacuforce 公司生产的一种通用真空搬运工具,采用了自闭阀技术,可以使单个真空吸盘在未与搬运物密封的情况下自动关闭。因此,如果末端效应器上 120 个真空吸盘中的某些吸盘没有接触到要搬运的货物,每个吸盘阀门内的挡板就会关闭,防止灰尘进入阀门。"Cotty 指出:"我们大约在 3 个月前做出了这一改变,从那以后就再也没有出现过真空问题。"以前,我们大约每隔一周左右就会遇到与灰尘有关的真空问题。
Phoenix Wrappers 的自动拉伸包装机为新生产线画上了句号。
站在 12 号机器人旁,回望其他 11 个机器人单元顺利自动地开展工作,Cotty 显然对这个雄心勃勃的资本密集型项目的成果感到满意。"这条生产线延续了我们为客户提供自动化低成本包装替代方案的承诺,"Cotty 说。"它的技术含量非常高"。
这可能是十年来最轻描淡写的一句话。
